



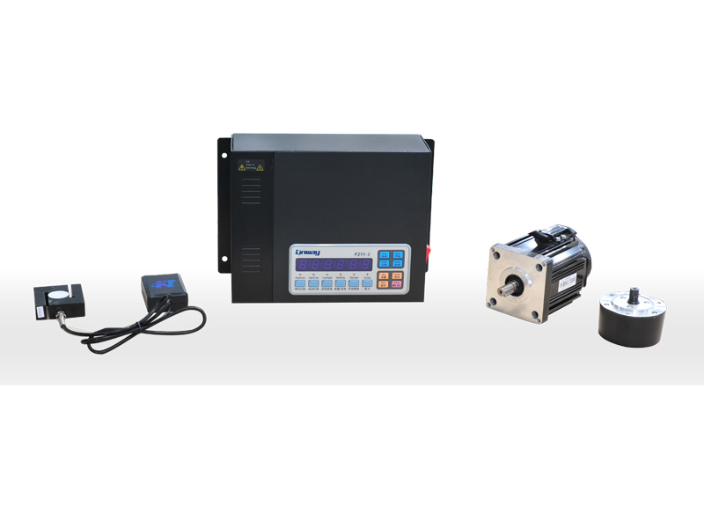
伺服電機是使物體的位置、方位、狀態等輸出被控量能夠跟隨輸入目標(或給定值)的任意變化的自動控制系統。伺服電機靠脈沖來定位,基本上可以這樣理解,伺服電機接收到1個脈沖,就會旋轉1個脈沖對應的角度,從而實現位移。因為伺服電機本身具備發出脈沖的功能,所以伺服電機每旋轉一個角度,都會發出對應數量的脈沖,這樣,和伺服電機接受的脈沖形成了呼應,或者叫閉環。如此一來,系統就會知道發了多少脈沖給伺服電機,同時又收了多少脈沖回來,這樣,就能夠很精確的控制電機的轉動,從而實現精確的定位。伺服皮帶應張緊無松動,如有變化應立即調整伺服電機固定座位置。嘉興英威騰IMS20A伺服電機轉矩
為了滿足機械設備對高精度、快速響應的要求,伺服電機應有較小的轉動慣量和大的堵轉轉矩,并具有盡可能小的時間常數和啟動電壓,還應具有較長時間的過載能力,以滿足低速大轉矩的要求,能夠承受頻繁啟動、制動和正、反轉,如果盲目地選擇大規格的電機,不僅增加成本,也會使得設計設備的體積增大,結構不緊湊,因此選擇電機時應充分考慮各方面的要求,以便充分發揮伺服電機的工作性能;
明確負載機構的運動條件要求,即加/減速的快慢、運動速度、機構的重量、機構的運動方式等嘉興伺服電機慣量交流同服電機具有較強的過載能力。
伺服電機需要搭配減速機一起使用。伺服電機一般用于高精度、高速、高速度控制等方面,但在重負載的情況下,伺服電機需要輸出較大的轉矩,而通常情況下輸出的轉矩不足以滿足重負載下的要求。因此,為了滿足重載時的需求,通常需要將伺服電機和減速電機相結合使用,通過減速箱減小輸出功率,提高輸出扭矩,從而滿足所需的輸出轉矩。此外,減速電機還可以提高伺服電機的工作效率,避免過載或損壞,并且還能夠提高系統的響應速度和穩定性。
調零對位方法步驟1、進行緊急調零對位是,前提是要將電機拆離設備來進行調試,調試成功在將其安裝到相應的位置;2、拆除已經損壞的編碼器;3、安裝新的編碼器,和軸固定好,使其可以自由旋轉,可調底座一般是懸空狀態;
調零對位方法(1)當電機出現高速反轉的情況,主要的導致原因就是伺服電機編碼器和其相應的零位相差太大導致的,一般情況下將編碼器轉到另外一個角度,電機會逐漸停止;(2)電機在零速指令的靜止狀態下,可以慢慢的反轉時針編碼器,當到了某一位置電機開始反轉,將這個位置記錄下來,并調回靜止區域,記錄時盡量準確的快速記錄;再按照順時針緩慢調試編碼器,直到電機高速反轉,并記錄該位置且調回靜止區。伺服電機在物流運輸行業,比如某東某寶的大型存儲倉庫中,它們就采用了伺服電機進行移動和轉向。

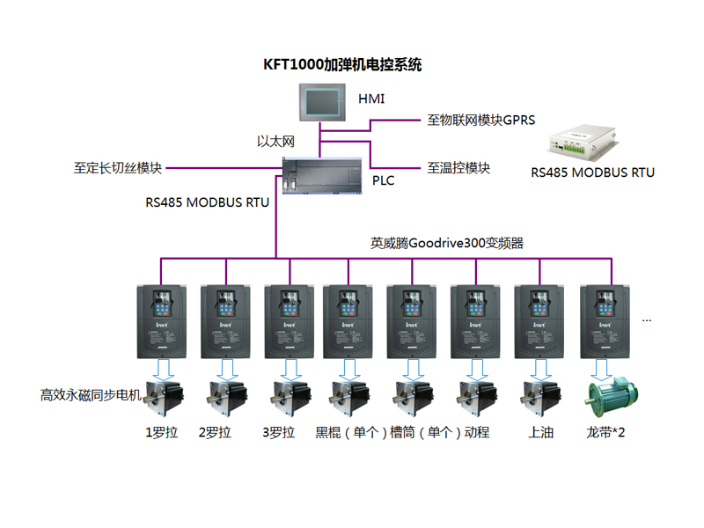
伺服驅動器控制伺服電機的三種方法:
位置控制模式:通常,位置控制模式通過外部輸入脈沖的頻率確定旋轉速度,并通過脈沖的數量確定旋轉角度。一些伺服系統可以通過通信直接給速度和位移賦值。因為位置模式可以嚴格控制速度和位置,所以它通常應用于定位設備。
扭矩控制模式:轉矩控制方式是通過輸入外部模擬量或分配直接地址來設定電機軸的輸出轉矩。可以通過即時改變模擬量的設定來改變設定的轉矩,也可以通過通訊改變對應地址的值來實現。主要用于對材料有嚴格要求的卷繞和放卷裝置,如卷繞裝置或光纖拉絲設備。
速度模式:轉速可以通過模擬量的輸入或脈沖的頻率來控制,當有上位控制裝置的外環PID控制時,可以定位轉速模式,但電機的位置信號或直接負載的位置信號必須反饋到上位進行計算。使用伺服放大器來對何服電機進行控制。伺服電機位置控制
伺服電機在紡織機械中的應用案例有織機、縫紉機、卷繞機等。嘉興英威騰IMS20A伺服電機轉矩
伺服電動機與普通電動機的區別如下:
伺服電機能夠做到控制,可以控制讓轉多少就轉多少,而普通電機轉速過快,扭力過小,自身沒有反饋,所以沒辦法做到的控制。伺服電機是經過經過反應編碼器的同步信號知道轉子改換的磁場,所以能夠完成控制,但是普通電機沒有同步信號要求。伺服電機的結構是閉環反饋控制,需要使用伺服驅動器,但是普通電動機結構相對來說比較簡單。伺服電機的價格通常要比普通電動機更貴,而且故障類型更多,維修更麻煩。普通電機的應用場合主要是電動玩具、剃須刀之類的普通電器,而伺服電機需求經過電機后端的傳感器及編碼器反應速度、方位或力矩參考值給配套驅動器,再由驅動器實時調整驅動電流按用戶指定值來操控電機旋轉。嘉興英威騰IMS20A伺服電機轉矩