



平時多工位虎鉗需要經常維護,才能延長使用壽命。多工位虎鉗的使用和維護:夾:夾緊工件時要松緊適當,只能用手擰緊手柄,不得借助其他工具加力。力:強力作用時應盡量使力朝向固定的鉗身。敲:不要在活動鉗身的光滑表面上敲擊作業,以防破壞它與固定鉗身的配合性能。油:對絲桿。螺母等活動表面。應經常清洗潤滑以防止生銹。砂輪機:砂輪的旋轉方向應正確,使磨簫方下飛離砂輪,而不致傷人。砂輪起到后應觀察運轉情況,待轉速正常后再進行磨削。磨削時,不要對砂輪施加過大的壓力,以免磨削件打滑傷人,或因發生劇烈的撞擊引起砂輪碎裂。磨削過程中。操作者應站在砂輪的側面或對面,而不要站在砂輪的正對面。砂輪磨削面必須經常修整,以使砂輪的外圓及端面沒有明顯的跳動。擰緊調整螺釘,保持砂輪機的托架與砂輪間的距離在3MM以內,以防止磨削件扎入,造成事故。砂輪機用完后,應立即關掉電源。多工位虎鉗夾持工件數量是傳統虎鉗的數倍。東莞多工位虎鉗銷售企業
多工位虎鉗多工位虎鉗鉗口怎么進行矯正?用百分表校正固定鉗口與銑床主軸軸線平行時,可將磁性表座吸在床身垂直導軌面上,橫向移動工作臺進行,校正的方法相同。用90度角尺校正固定鉗口與銑床主軸軸線平行:當要求多工位虎鉗固定鉗口與銑床主軸軸線平行安裝時,可用90度角尺校正。校正時,松開鉗體緊固螺母,使固定鉗口平面大致與主軸軸線平行。將90度角尺的尺座底面緊靠在床身的垂直導軌面上,調整鉗體使固定鉗口鐵平面與90度角尺尺苗外測量精密多工位虎鉗面密合,然后緊固鉗體,并再次進行復檢。CNC多工位虎鉗設計高精密多工位虎鉗的結構與普通鉗結構類似。
如何正確選擇精密多工位虎鉗?首先根據加工機床的種類進行選擇:應選擇與加工機床相匹配的多工位虎鉗。根據加工方向(螺桿方向)進行選擇:加工中心根據立式、臥式的不同,生產方法及多工位虎鉗的安裝方法等可能會有所差異。需考慮各自適用的機型及使用方法。多工位虎鉗的使用方法多種多樣。根據加工方法(工序)進行選擇:工件的設置方法根據批量生產、非批量生產、工序數、加工條件、加工機床等的不同而異。若選擇適合加工方法的多工位虎鉗,可提高效率。考慮加工精度進行選擇:隨著加工機床的高精度化、加工要求精度的高水準化,作為加工夾具的精密多工位虎鉗也必須實現高精度化。
多工位虎鉗的維護:夾緊工件時,只允許用手的力量來扳動手柄,決不能用手錘敲擊手柄或隨意套長管子來扳手柄,不得隨意加大力臂進行夾緊零件,以免絲杠、螺母或鉗身損壞。在進行強力作業時,應盡量使用力方向朝向固定鉗身,否則將額外增加絲杠和螺母的受力,造成螺紋損壞,鏨削薄板,應向固定鉗口方向用力。不要在活動鉗的光滑表面進行敲擊工作,以免降低與固定鉗身的配合性能。鉗口不得作鐵砧使用,注意保護,防止折斷。絲杠、螺母和其它活動表面都要經常加油,保持清潔,以利潤滑和防止生銹。使用后,要清掃鐵屑,擦拭活動工作面,加油潤滑,并使鉗口處于夾緊狀態下自然合攏。多工位虎鉗鉗口采用活動式定位設計,可快速調整夾持位置。
多工位虎鉗鉗子要如何去保養呢?1、當夾鉗安裝時,夾具本體的一部分必須放置在夾具臺的邊緣上,以確保工件不受夾具邊緣的阻礙。2、必須將鉗子牢牢地固定在鉗子上,必須擰緊三個壓緊螺絲,以免虎鉗在加工過程中松動,否則會損壞虎鉗,損壞加工。3、在夾緊工件時,只能用手的力量拉手,千萬不要用錘子或其他套筒拉手,以免損壞螺釘、螺母或夾具本體。4、工件不能在顎上敲擊,但應固定在夾具本體的平臺上,否則會損壞鉗口。5、螺桿、螺母等滑動面經常保持清潔和潤滑。根據立式、臥式的不同,生產方法及多工位虎鉗的安裝方法等可能會有所差異。長沙多工位虎鉗哪家專業
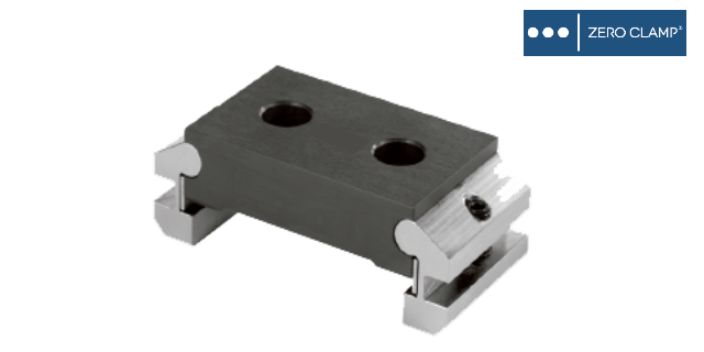
多工位虎鉗主體一體成型,韌性好,穩定。東莞多工位虎鉗銷售企業
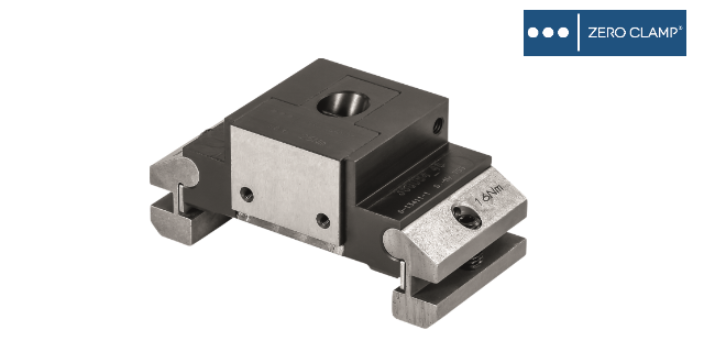
多工位虎鉗適用CNC加工中心、雕銑機、銑床、平面磨床等夾持工件加工。主體一體成型,韌性好,穩定。鉗口采用活動式定位設計,可快速調整加持位置,夾持工件數量是傳統虎鉗的數倍,因此可大幅提高機床加工效率,縮短換裝時間,降低人工成本。工作原理:用扳手轉動絲杠,通過絲杠螺母帶動活動鉗身移動,形成對工件的加緊與松開。機用平口鉗裝配結構是將可拆卸的螺紋連接和銷連接的鑄鐵合體;活動鉗身的直線運動是由螺旋運動轉變的;工作表面是螺旋副、導軌副及間隙配合的軸和孔的摩擦面。設計結構簡練緊湊,夾緊力度強,易于操作使用。內螺母一般采用較強的金屬材料材料,使夾持力保持更大,一般都會帶有底盤,底盤帶有180°刻度線可以360°平面旋轉。東莞多工位虎鉗銷售企業