



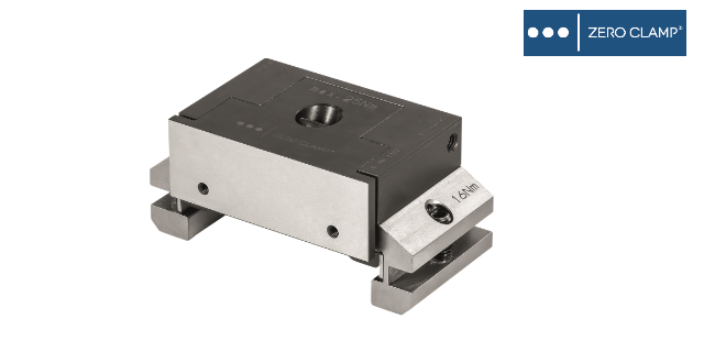
多工位虎鉗特別適用于高級CNC,具有精度高、重量輕、夾持范圍大和操作靈活的特點,可實現定位和夾緊一步到位,其卡爪可握緊輪廓復雜的工件。只需輕松地更換卡爪,即可加工不同輪廓的工件。重復定位精度為0.02mm以內。在SL虎鉗上實現多工件同時裝夾,整體構建高度低,通過幾顆拉釘便可配合使用在ZeroClamp零點定位系統上。SL虎鉗可首尾連接使用,理論上可以裝夾任意尺寸的工件,大幅度提高了靈活性。根據特殊工件的形狀,可以在軟材質頂置鉗和軟材質前置鉗上銑出對應輪廓的形狀鉗。多工位虎鉗適用CNC加工中心、雕銑機、平面磨床等夾持工件加工。四川多工位虎鉗訂購
多工位虎鉗ZERO CLAMP是一個獨特的定位和鎖緊裝置,能保持工件從一個工位到另一個工位,一個工序到另一個工序,或一臺機床到另一臺機床,零點始終保持不變。這樣可以節省重新找正零點的輔助時間,保證工作的連續性,提高工作效率,當合理使用這樣的系統時,可以很好解決現在我們在單件小批量生產或多品種小批量生產時候的自動化生產。屬于常鎖機構,通氣時打開,斷氣鎖死。當給ZERO CLAMP通液壓或者氣壓時,壓力會通過活塞壓縮下面的彈簧,鋼珠會往兩側散開,這時公接頭就可取出。當把動力源切斷時,彈簧會往上頂活塞,活塞把鋼珠向中間收,從而夾緊鋼珠。從而實現快速精確定位和夾緊。伴隨現在不同行業進行智能制造生產的實踐,產生了各種各樣的ZERO CLAMP。西安常見多工位虎鉗多工位虎鉗一般都會帶有底盤,底盤帶有180°刻度線可以360°平面旋轉。
使用多工位虎鉗夾持較長的工件時要注意:工件較長時,為了加強工件夾持的剛性,使夾緊可靠并增強切削穩定性,常采用兩臺同型號的急用多工位虎鉗裝夾。用兩臺多工位虎鉗夾持的公家表面為已加工的光整表面時,應先校正一臺虎鉗的固定鉗口,并在矯正后將該虎鉗固定。另一臺虎鉗應卸掉低座下的定位鍵,以剛開始一臺已校正的固定鉗口為基準,用百分表校正其固定鉗口,使兩臺虎鉗的固定鉗口的工作面位于同一平面內,再將第二臺虎鉗固定即可來裝夾工件。若夾持的工件表面是毛糙表面,可用如此方法調整。先對一臺虎鉗的固定鉗口進行校正,并在校正后將其固定在工作臺。另一臺虎鉗切掉定位鍵后再銑床工作臺上應處于浮動狀態。此時,用兩臺虎鉗同時將工件夾緊,然后再將第二臺虎鉗在工作臺上固定,這樣可以避免由于工件表面粗糙及不光整而引起的夾緊變形及夾緊力不等現象。如果工件長度較長或為避免切削振動,可采用多工位虎鉗同時裝夾,各虎鉗的校正與調整依然同上。
虎鉗是一種利用螺桿或其他機構使兩鉗口作相對移動而夾持工件的工具。虎鉗一般由底座、鉗身、固定鉗口和活動鉗口,以及使活動鉗口移動的傳動機構組成。按使用的場合不同,有鉗工虎鉗和機用虎鉗等類型。鉗工虎鉗又叫臺虎鉗安裝在鉗工工作臺上,供鉗工夾持工件以便進行鋸、銼等加工。鉗工虎鉗一般鉗口較高,呈拱形,鉗身可在底座上任意轉動并緊固。一般安裝在銑床鉆床、牛頭刨床和平面磨床等機床的工作臺上使用。與鉗工虎鉗比較,機用虎鉗鉗口寬而低,夾緊力大,精度要求高。機用虎鉗有多種類型,按精度可分為普通型和精密型。精密型用于平面磨床、鏜床等。多工位虎鉗鉗子應該如何保養呢?
安裝多工位虎鉗的注意事項:在安裝過程當中應該要處在工作臺長、寬方向中間的位置以便于方便操作。工件在多工位虎鉗上按裝固定時,工件放置的位置要適當,被加工工件的表面必須高于鉗口的上表面,以確保加工面能夠被順利加工。要精密工具多工位虎鉗知道多工位虎鉗在投入使用中之前,需要先對其來進行安裝,那么在這個過程當中需要注意些什么呢?在銑床上安裝時,應擦凈鉗底底面的污物、銑床工作臺臺面也要保持清潔干凈。為了保證達到精確的程度,精密多工位虎鉗必須用百分表校正固定鉗口的精度。多工位虎鉗在使用過程需要注意什么?高夾持力多工位虎鉗哪里有
精密多工位虎鉗屬于一種通用夾具,常用于安裝和固定小件工件。四川多工位虎鉗訂購
多工位虎鉗在鉗臺上安裝時,必須使固定鉗身的工作面處于鉗臺邊緣以外,以保證夾持長條形工件時,工件的下端不受鉗臺邊緣的阻礙。回轉底座的中間孔應該朝里邊,這樣鉗工桌更受力,不至于壓壞鉗工桌。在鉗桌裝上多工位虎鉗后操作者工作時的高度比較合適,一般多以鉗口高度恰好與肘齊平為宜,即肘放在多工位虎鉗高點半握拳,拳剛好抵下顎,鉗桌的長度和寬度則隨工作而定。(1) 夾緊工件時要松緊適當,只能用手板緊手柄,不得借助其他工具加力。(2)強力作業時,應盡量使力朝向固定鉗身。(3) 不許在活動鉗身和光滑平面上敲擊作業。(4) 對絲杠、螺母等活動表面應經常清洗、潤滑,以防生銹。四川多工位虎鉗訂購